變更語言 :
滑動軸承 - 安裝和公差


軸承座孔的公差是多少?
iglidur 滑動軸承是壓入式軸承,以超大尺寸壓入H7 公差的軸座孔中。它們的內徑只在壓入 H7 軸承孔後設定。壓入過盈量可達內徑的 2%。這可確保軸襯的安全壓配。因此可以可靠地避免外殼的軸向和徑向位移。
對於所有軸承,軸承座上的孔應按照公差 H7 製造,並盡可能光滑、平整和倒角。使用平壓機進行組裝。使用定心針或校正針會損壞軸承,並導致更大的游隙。

安裝 igutex 纖維複合軸承
igutex滑動軸承可以使用平壓機、平板或壓接銷進行安裝。壓入式軸承不能有鋒利的邊緣。在凸緣過渡處最好有一個切口,以防止損壞。不建議**使用錘子等敲擊方式進行安裝,**因為這會損壞纖維複合滑动軸承。
Fact sheet: All information on the installation of igutex fibre composite plain bearings

各種壓接方法
液壓或機械
最常見的方法是使用手壓機以機械方式壓入滑動軸承。使用平面壓入沖頭將滑動軸承壓入軸承座孔中。不應使用定心針或校正針,因為這可能會導致沿著焊接線的裂縫和較大的軸承間隙。
不使用壓力機
如果沒有壓力機或情況不允許使用壓力機,可以用橡皮錘仔細地裝配滑動軸承。在滑動軸承與木頭之間夾上一塊木頭,可以保護軸承不受損傷。
自動化組裝
在實現(部分)自動組裝時,部件的正確送料和定位尤為重要。針對製程優化零件的幾何形狀是很有意義的。對於塑料滑動軸承,設計幾乎沒有限制。具有圓錐直徑、溝槽或防轉動裝置的幾何形狀都能以具有成本效益的方式實現。

收縮後的 igutex滑動軸承
收縮
冷卻滑動軸承可使滑動軸承更容易壓入。軸襯使用液氮冷卻後,會收縮在一起,因此更容易安裝。在收縮之前,必須徹底清洗軸承並檢查是否有損傷。軸承重新加熱後,材料會再次膨脹,軸承會穩固地安裝在軸承座孔中。
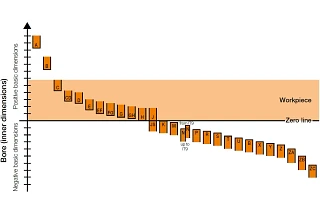
推薦公差
iglidur 滑动轴承的安装高度和公差取决于材料和壁厚。材料的吸濕性和熱膨脹起決定性作用。吸濕性低的滑動軸承可以用較小的軸承間隙進行安裝。以下適用於壁厚: 軸承越厚,軸承遊隙必須越大。
這導致iglidur滑動軸承有不同的公差等級。根據這些公差,iglidur滑動軸承可以按照安裝推薦在各自的允許溫度範圍內運行,濕度最高可達70%。在濕度較高的情況下,或軸承在水中運轉時,最好使用吸濕性較低的材料。
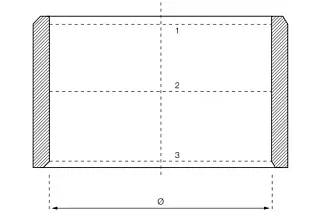
測量等級的位置 (1, 2, 3 = 測量線)
檢查軸承座
iglidur 滑動軸承是壓入式軸承,用於 H7 單元孔的軸座。軸承的壓入一方面將軸承固定在軸承座上,另一方面滑動軸承的內徑也因此形成。軸承安裝在尺寸最小的孔中,使用千分表和塞尺進行測試。
- 壓入孔中,塞規的良好面必須順利通過軸承。
- 使用滑動測試儀,應確保軸承內徑在測量平面上的平均值在規定的公差範圍內(見對面圖示)
定位拉釘
如果失去壓入配合,滑動軸承實際上"遷移" 出外殼孔。滑動軸承通常以壓入方式固定在公差稍窄的軸承座中。在機械張力的作用下,軸承會穩固地固定在孔中。如果此機械張力因高溫或永久超過允許負荷而減小,則壓入配合也會減小。
當然,也有可能是軸承內孔的製造公差不準確,導致孔的尺寸不足。在這種情況下,軸承也無法建立足夠的張力來形成壓入配合。結果就是滑動軸承的極端磨損。滑動軸承的定位拉釘是解決問題的方法。您可以在"定位拉釘" 這一主題下的資料表中找到滑動軸承軸向固定的選項。
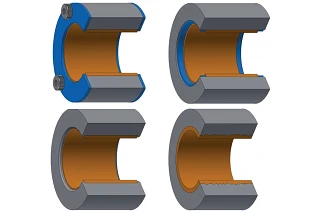
滑動軸承的夾緊
滑動軸承通常被壓入或夾入軸承座孔中。這可確保它們穩固地安裝在孔中,不會意外旋轉。但是,如果由於製造公差而無法這樣做呢?或者如果滑動軸承甚至應該旋轉?
即使不屬於許多滑動軸承的標準曲目,塑料軸承也可以在外徑上滑動。這就是使用塑料軸承的原因。軸承被放置在螺栓上,然後應該 - 連同螺栓 - 在某物中旋轉或在某物上滾動。粘合似乎是一個很好的解決方案。但是粘合劑可能和軸承材料一樣多。哪種才是正確的呢?
機械加工指南
iglidur 滑動軸承供應時已做好安裝準備。全面的產品範圍允許在大多數情況下使用標準尺寸。如果需要對滑動軸承進行後續加工,下表顯示了加工指南。但是,如果可能的話,應避免對滑動表面進行後續加工。通常會導致更高的磨損。iglidur M250 是一個例外,它非常適合後續加工。對於其他 iglidur 滑動軸承,可使用組裝潤滑來抵消加工滑動表面的缺點。
| 過程 | 車削 | 鑽孔 | 銑削 |
|---|---|---|---|
| 工具材料 | 不銹鋼 | 不銹鋼 | 不銹鋼 |
| 進給速度 [mm] | 0.1 ... 0.5 | 0.1 ... 0.5 | 至 0.5 |
| 間隙角 | 5 ... 15 | 10... 12 | |
| 夾緊角度 | 0... 10 | 3... 5 | |
| 切削速度 [m/min] | 200 ... 500 | 50... 100 | 最多可達 1000 |
諮詢
我很樂意解答您的疑問

出貨及諮詢
親自拜訪:
週一至週五 8:30 - 17:30
線上:
週一至週五 8:30 - 17:30
(可搜尋LINE官方ID-->@igustw)
Online:
24h
若無人在線,可留下您的問題跟聯絡資訊,我們會盡快與您聯繫。
您也可以直接發信到我們共用信箱tw-info@igus.net